PPS阻燃板材生产厂家欢迎您的访问
PPS阻燃板材生产厂家欢迎您的访问

本蓝环保销售经理

聚丙烯(PP)管连接:掌握关键,2025-12-04
PP风管的使用性能及防腐功效详解2025-11-27
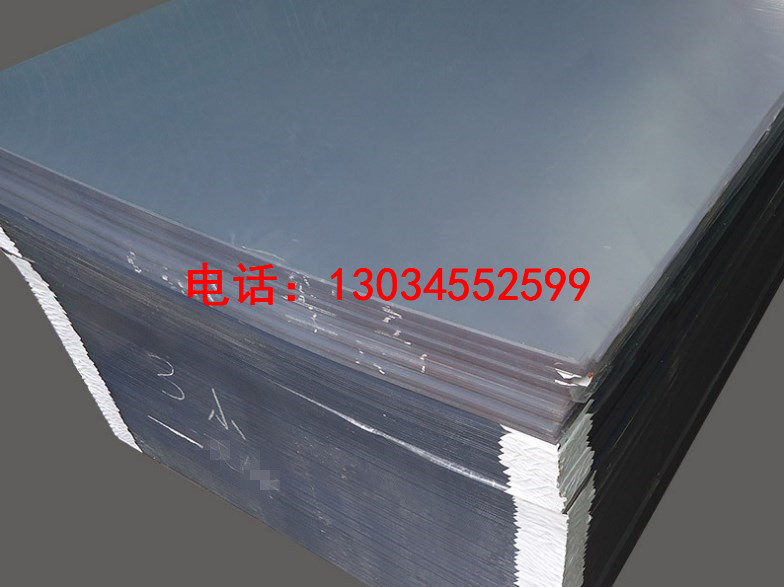
PP板焊接检验标准及使用材质详解2025-11-20
PP板塑性加工质量的优缺点分析2025-11-20
PP板的优势及选材质量分析2025-11-20
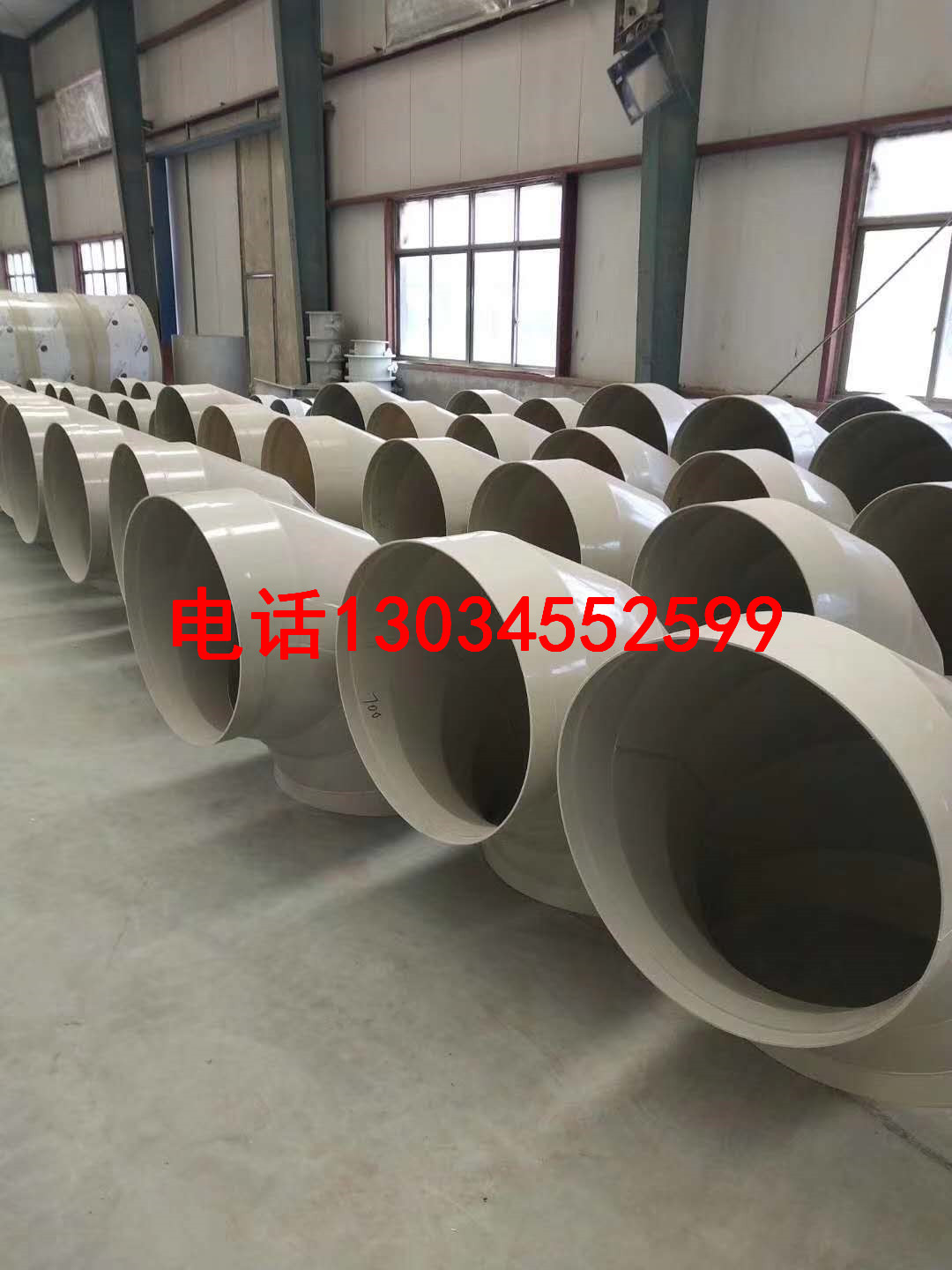
PP 风管种类及其职责详解2025-11-06
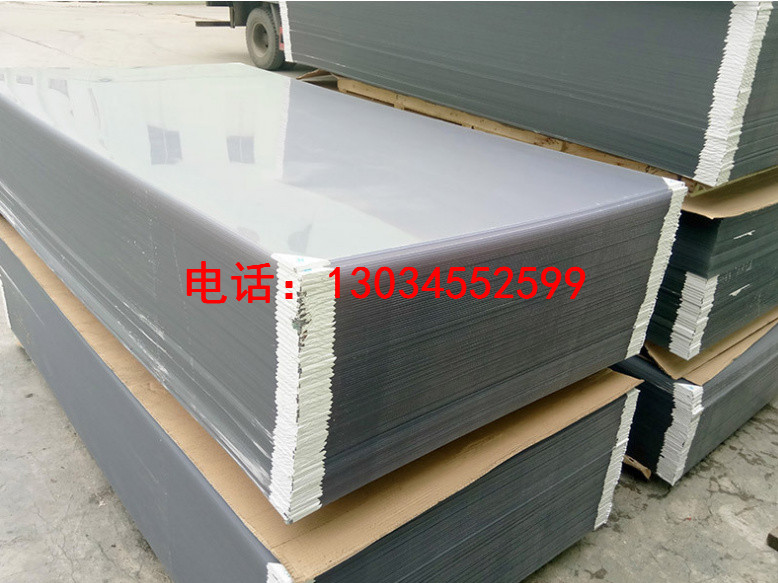
PP塑料板:施工便捷,经久耐用的2025-12-04
PP塑料板耐温耐磨性能详解2025-12-04
PP塑料板:结构特性与施工储存的2025-12-04
PP塑料板的连接事项得注意2025-12-04
PP风管改性成型的处理方法2025-11-27
PP风管的平稳性及连接挤出工艺详2025-11-27


 联系厂家
联系厂家 销售热线
销售热线 返回顶部
返回顶部